Modulares mechatronisches Produktionssystem (MPS) zur Fertigung eines Pneumatikzylinders
>> Hauptartikel Praktikum Produtionstechnik
Autor: Mareen Rehberg und Carolin Mohs
Betreuer: Prof. Dr.-Ing. Göbel
Das Fachpraktikum im 7. Semester im Schwerpunkt GPE dient dazu, Elemente produktionstechnischer Anlagen zu verstehen. Durch Teilaufgaben im Team werden Einblicke in die Arbeit mit mechatronischen Systemen gegeben und die Zusammenarbeit im Team gestärkt. Durch die Ergebnisvorstellung der einzelnen Teams wird das Lernen durch Lehren gefördert.
Projekt
Das ausgewählte Projekt wird während des Semesters durchgeführt.
Einleitung

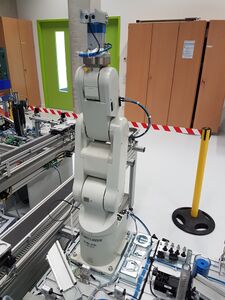
Die MPS Anlage ist eine Fertigungsanlage von Festo. Die Anlage dient dem Herstellen von einfachwirkenden Pneumatikzylindern und wird durch mehrere SPS-Einheiten gesteuert. Die einfachwirkenden Pneumatikzylinder bestehen aus den Bauteilen Grundkörper, Kolben, Feder und Deckel, die im Produktionsablauf von einem Roboter montiert werden.

Die Grundkörper können hierbei aus verschiedenen Materialien bestehen. Silber soll z.B. einen Grundkörper aus Metall darstellen.
Die Anlage besteht aus mehreren Modulen. Diese Module sind:
- Verteilen & Prüfen
- Handhaben & Bearbeiten
- Roboter & Montieren
- Transferband & Sortieren
Die Module sind durch ein Förderband miteinander verbunden, das mit einer eigenen Steuerung verbunden ist. Für das Förderband gibt es einen Automatikbetrieb. Nur durch den Automatikbetrieb können auch die anderen Module automatisch betrieben werden.
Aufgrund der Programme und der vorhandenen Anschlüsse funktioniert die Anlage nur als Ganzes. Da die Anlage viel Platz einnimmt und daher selten genutzt wird, sollen die Module getrennt werden. Dafür muss die Funktion der Anlage als Gesamtes zuerst gegeben sein.
Die Aufgabe in diesem Praktikum besteht also darin, die Anlage in Betrieb zu nehmen.
V-Model

Bei der Planung und Durchführung des Projektes wurde das V-Model angewendet.
- Dokumente sichten und ordnen
- Anlage in Betrieb nehmen
- Schnittstellen definieren
- Dokumentation
- Präsentation
- Wiki-Artikel
- Entwurf der gesamten Anlage als Übersicht

- Entwurf der einzelnen Module
- Funktion der einzelnen Module
- Programme und Grafcets für jedes Modul vorhanden
- Inbetriebnahme der Module
- Fehler suchen und beheben
- Reparaturen durchführen
- Programme verbessern
- Schritt-für-Schritt-Anleitung für jedes Modul erstellen
- Schnittstellen dokumentieren
- Da der Roboter noch nicht läuft, konnte kein Abnahmetest durchgeführt werden.
- Da der Abnahmetest nicht durchgeführt werden konnte, konnte der Systemtest ebenfalls nicht durchgeführt werden.
Zusammenfassung der Inbetriebnahme
Um systematisch Vorgehen zu können, haben wir die gesamte Anlage in kleine Module eingeteilt, die wir dann nacheinander überprüft haben. Die einzelnen Module sind:
-
 Förderband
Förderband -
 Verteilen
Verteilen -
 Prüfen
Prüfen -
 Handhaben
Handhaben -
 Bearbeiten
Bearbeiten -
 Roboter
Roboter -
 Montieren
Montieren -
 Transferband
Transferband -
 Sortieren
Sortieren
Einzelstationen
Förderband
Der Versuch die Anlage nach der Quick-Start-Anleitung zu starten, scheiterte. Die Anlage ließ sich nicht einschalten. Der erste Fehler war der defekte FI-Schutzschalter an der ersten Steckdosenleiste. Dieser musste ausgetauscht werden und war aufgrund des vorhanden FI-Schutzschalters im Labor überflüssig. Die Steckdosenleiste wurde komplett ersetzt durch ein Verlängerungskabel. Nach dem Austausch der Steckdosenleiste, konnte die Anlage eingeschaltet werden.
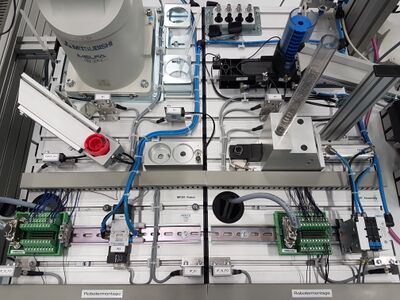
Verteilen & Prüfen
Die Station Verteilen funktionierte ohne Probleme. Beim Übergang zur Station Prüfen, traten die ersten Fehler auf. Bei der Höhenmessung wurden alle Bauteile (rot, schwarz und Silber) aussortiert. Damit nur wie gewollt die schwarzen Bauteile aussortiert werden, musste die Höhenmessung mechanisch sowie elektrisch eingestellt werden. Nachdem Einstellen wurden nur noch die schwarzen Bauteile aussortiert. Als nächstes musste die Luftrutsche richtig eingestellt werden, damit die silbernen und roten Bauteile bis zum Werkstückträger befördert werden. Damit das Bauteil auf dem Werkstückträger erkannt wird und zur nächsten Station weiterbefördert wird, wurde die Lichtschranke am Förderband richtig eingestellt. Zu guter letzt wurde das Programm der Station Prüfen optimiert, da bei der Übergabe von der Station Verteilen der Schwenkarm durch das verfrühte Hochfahren zur Prüfstation verklemmt wurde.
Handhaben & Bearbeiten
Die Station Handhaben zeigte eine Störung an und reagierte auch nicht auf Drücken der Reset-Taste. Hier musste direkt mit der Fehlersuche begonnen werden. Die elektrische und die mechanische Endlagen passten nicht überein. Über die Handbetätigung konnte der Greifer verfahren werden und die Sensoren der Endlagen an beiden Enden mechanisch und elektrisch eingestellt werden. Danach konnte die Station resettet und in Betrieb genommen werden. Durch die gegebene Funktion der Station Handhaben konnte auch die Station Bearbeiten in Betrieb genommen werden.
Roboter & Montieren
Um die Station Roboter in Betrieb zu nehmen musste als erstes das Problem mit den Pufferbatterien gelöst werden. Durch die seltene Verwendung des Roboters waren die Pufferbatterien immer leer, wenn der Roboter benötigt wurde. Die Idee war, die Pufferbatterien durch ein Netzteil zu ersetzten. Der Roboter benötigt die Pufferbatterien, um seine Grundposition zu speichern. Es wurde ein Netzteil angeschlossen und der Roboter angemacht, jedoch konnte er nicht in Betrieb genommen werden. Bei der Fehlersuche wurde der RAM des Roboters resettet, da er sich gar nicht mehr bewegen oder einstellen ließ. Nach Anzeigen der gleichen Fehlercodes nach mehrmaligem Ein- und Ausschalten bzw. Resetten wurde der Hersteller kontaktiert. Die Station Montieren kann ohne die Funktion des Roboters nicht in Betrieb genommen werden.
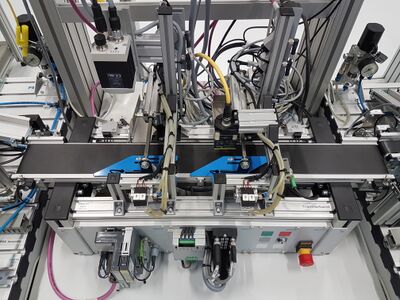
Transferband & Sortieren
Die Stationen Transferband und Sortieren haben von Anfang an funktioniert und konnten nach der Quickstart-Anleitung in Betrieb genommen werden. Die Funktion der Station Transferband ist aufgrund der fehlenden Dokumentation zu dieser Station unbekannt. Das gleichzeitige betreiben beider Stationen sorgt für ein Verwischen der Auswahlkriterien, weil diese nicht zuverlässig genannt werden können.
Zusammenfassung
Bei diesem Projekt konnte das mechatronische Wissen aus der Berufsausbildung gut angewendet werden. Bei der Inbetriebnahme des Roboters war das anders, weil keine eigene Erfahrung vorhanden war. Beim Reset ist der Robotertyp falsch eingetragen worden und dadurch ließ sich der Roboter nicht mehr ansprechen. In Absprache mit Fachleuten des Herstellers konnte aber auch dieses Probleme behoben werden (Anleitung im Artikel Station Roboter).
Lessons Learned
Bei diesem Projekt haben wir gelernt wie wichtig es ist, eine vollständige und ordentliche Dokumentation zu hinterlegen. Durch die unvollständige Dokumentation der Anlage ist viel Zeit für die Sichtung der Dokumente drauf gegangen. Im späteren Berufsleben wird das bei Projekten genauso sein. Bei einigen Firmen liegt das Know-How bei einer Person und wenn diese in Rente geht, ohne eine Dokumentation zu hinterlassen ist dieses Wissen verloren. Daher ist die nachhaltige Dokumentation das wichtigste an einem Projekt.
To Do
Aufgrund der begrenzten Zeit im Semester konnte das Projekt nicht beendet werden. Folgende Punkte müssen noch erledigt werden:
| To Do | Status [nicht erledigt ✘ / erledigt ✔] |
|---|---|
| ein Verlängerungskabel wird benötigt | ✘ |
| für die Betriebsmittelprüfung des Roboters muss eine Anleitung zum Vorgehen entworfen werden, die dem Roboter beiliegt | ✘ |
| das Roboterprogramm muss überprüft werden. Dazu zählt das überprüfen der Positionen, denn die Positionsliste scheint falsch zu sein. Am besten müssen die Aufnahmepunkte neu geteached werden | ✘ |
| wenn der Roboter lauffähig ist muss die Funktion zusammen mit mit der Station Montieren getestet werden (ggf. müssen dann die Dokumente der beiden Stationen angepasst werden) | ✘ |
Ausblick
Der nächste Schritt im Projekt der MPS Anlage wäre es, ein Einzelbetrieb der Stationen möglich zu machen. Dafür müssen aufgrund der Schnittstellen die Programme angepasst werden.
Eine denkbare Möglichkeit wäre die Installation eines Wahlschalters, bei dem der Betrieb "Einzeln" und "mit Folgestation" angegeben werden kann. So kann je nach der Betriebsart eine Sensorabfrage der Folgestation mit in das Programm aufgenommen werden oder auch nicht.
Projektunterlagen
Die Unterlagen zu unserem Projekt sind in SVN gespeichert.
- ↑ Quelle V-Model: Inhalt der Vorlesung im Praktikum von Prof. Dr. Göbel
- ↑ Datei: Datei:VISIO Funktionsplan MPS.vsdx (Originaldatei)