Produktion eines HSHL-Getränkeuntersetzers: Verpackung (Station 4)
Autoren: Maleen Koslowski und Luca Berntzen
Dozent: Prof. Dr. Mirek Göbel

→ zurück zur Übersicht: [Praktikum Produktionstechnik]
Konzept
Im Rahmen des Produktionstechnik-Praktikums des Moduls Global Production Engineering III, im 7. Semester des Studiengangs Mechatronik, wurde das MPS der Hochschule neu konzipiert. Die ursprünglichen Stationen des Systems sollten durch vier, miteinander vernetzte, Stationen ersetzt werden. Diese sollten das Fließband wiederverwenden, das laboreigene pneumatische System einbinden und durch eine jeweils eigene SPS gesteuert werden. Das Konzept der neuen Anlage besteht darin, einen HSHL-Getränkeuntersetzer aus vorgefertigten Teilen zu kommissionieren, zu kleben, zu montieren und anschließend zu verpacken. Diese Station führt letzteren Schritt aus.
Station

Wie in der Mechatronik üblich, fand die Vorgehensweise der Entwicklung der Gesamtanlage, sowie die, der Teilanlage,
nach dem V-Modell statt. Wie in der Vorgehensweise zu sehen, werden zuerst grobe Ansprüche an das fertige System
gemacht, welche nach jeder Iteration detaillierter werden. Nach der Programmierung der Systemkomponenten werden
diese mithilfe von Einzelüberprüfungen, dann Baugruppentests und anschließenden Abnahmen verifiziert.
Anforderungsdefinition

In dem Lastenheft (siehe Tabelle) befinden sich Anforderungsdefinitionen für das fertige Produkt. Hier sind die Kategorien auf die Geometrie und das Gewicht, den Aufbau, die zu verwendenden Schnittstellen, die benutzten Werkzeuge, die Dokumentation und die Sicherheit begrenzt.
Geometrie:
Die Station passt auf einen Tisch und kann den fertigen HSHL-Untersetzer aus einer passenden Objektträgerschiene, welche auf den vorliegenden Objektträger aufgesetzt werden kann.
Gewicht:
Die Station ist leicht genug, um gehandhabt zu werden.
Aufbau:
Ein Druckluftzylinder schiebt den HSHL-Untersetzer von der Objektträgerschiene in den Arbeitsbereich der Station. Danach wird der Untersetzer einzeln verpackt und mit einem weiteren Druckluftzylinder in ein gemeinsames Behältnis befördert. Das System kann wegen Montagezwecken auf einer Nutenplatte des Tisches geschraubt werden.
Schnittstellen:
Alle Druckluftzylinder werden über das pneumatische System der Hochschule versorgt und alle Stationen innerhalb der MPS sind in einem gemeinsamen einstellbaren Druckluftsystem. Alle Komponenten haben, wegen den Betriebsspannungen der zu verwendenden SPS, eine Versorgungsspannung, welche etwa 24V beträgt. Die benutzten Verbindungen der Pneumatik sind standardisiert und die Verbindungen der Elektrik finden über Verbindungsklemmen statt. Das zu bearbeitende Bauteil wird sofort entgegengenommen, da es den Produktionsfluss der MPS nicht unterbrechen darf.
Werkzeuge:
Die Station ist mithilfe von Standardwerkzeugen montierbar und veränderbar. Alle CAD-Teile sind mit Solidworks modifizierbar und das SPS-Programm kann mit TIA-Portal bearbeitet werden. Die Versionsverwaltung der Daten findet mit TortoiseSVN statt.
Dokumentation:
Alle relevanten Daten sind im vorgesehenen SVN-Archiv abgelegt.
Sicherheit:
Während der Entwicklung und der Benutzung der MPS-Anlage sind alle vorherrschenden sicherheitsrelevanten Laborregeln einzuhalten.
Funktionaler Systementwurf


Der Ablaufplan mit Sinnbildern ist ein Ausschnitt des gesamten Ablaufplans der neuen MPS-Anlage. Nach dem Empfang des Objektträgers, inklusive Objektträgerschiene auf dem Förderband, wird dieser in den Bereich der Verpackungsstation geschoben. Die Einzelverpackungen werden, während dem Vorgang des Ausschiebens, zugeteilt und mit dem Werkstück vereint. Danach liegen die verpackten HSHL-Untersetzer geordnet in einem gemeinsamen Behältnis vor.
Technischer Systementwurf


Im Technischen Systementwurf spielt die zeitliche Einteilung des Ablaufes eine entscheidende Rolle. Der Ablaufplan soll Klarheit über die Ereignisse und Abfragen verschaffen, welche die SPS über ihre analogen und digitalen Ein- und Ausgänge steuern soll. Das Förderband der Anlage läuft dauerhaft. Zu Anfang soll der Stopper (Zylinder 1) des Objektträgers ausgefahren werden. Sobald ein Schalter (Schalter 1), welcher die Funktion der Station steuert, aktiviert ist, wird fortgefahren. Als nächstes wird gewartet, bis der Objektträger an der Station durch den Stopper anhält und einen Sensor auslöst (Sensor 1). Ist dies der Fall, fährt ein Druckluftzylinder (Zylinder 2) aus und schiebt den HSHL-Untersetzer von der Objektträgerschiene in das Verpackungsmagazin. Wenn das Verpackungsmagazin leer ist und dementsprechend einen weiteren Sensor auslöst (Sensor 2), wird gewartet, bis dieses mit neuen Verpackungen aufgefüllt wird. Befindet sich eine Verpackung im Magazin, kann ein anderer Pneumatikzylinder das die Baugruppe aus dem Magazin heraus, in den Sammelkarton befördern. Daraufhin werden alle Aktoren zurückgesetzt und das Programm startet erneut. Es ist anzumerken, dass nach jeder Bewegung eines Zylinders der richtungsspezifische Sensor (Sensoren 3/4,5/6,7/8) für die Endlage ausgelesen wird, bis er den Wert der erreichten Endlage zurückgibt.
Komponentenspezifikation
Die System-SPS, welche in die MPS integriert ist, steuert einige Elemente der MPS, welche für diese Station von Bedeutung sind. Beispielsweise wird das Fließband dauerhaft befördert. Der Stopper, welcher sich vor der Verpackungsstation am Förderband befindet.
-
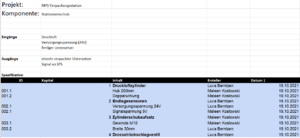
Anforderungsliste des Stationseinschubes
-
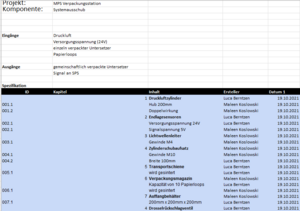
Anforderungsliste des Stationsausschubes
-
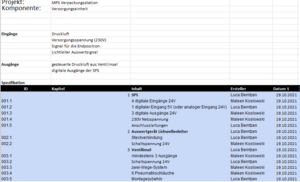
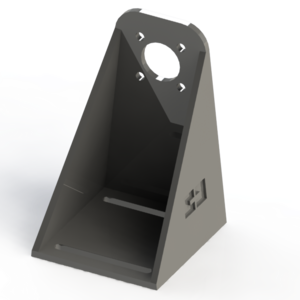
Anforderungsliste der Versorgungseinheit



Artikellisten
Selbsterstellte Bauteile
-
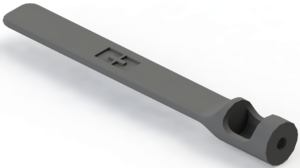
Ausschieber des Zylinder 2
-
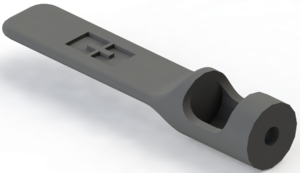
Ausschieber des Zylinder 3
-
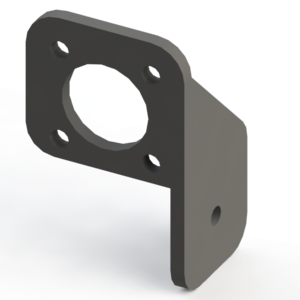
Zylinderhalterung des Zylinder 2
-
Zylinderhalterung des Zylinder 3
-
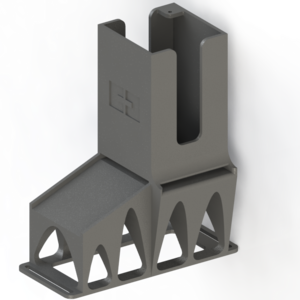
Verpackungsmagazin
-
Papierloop als Einzelverpackung
-

Sammelbehälter als gemeinsame Verpackung







Artikel aus dem HSHL-Bestand
Alle verwendeten Artikel und Bauteile, sowie Befestigungsteile, die von der Hochschule zur Verfügung gestellt wurden, werden hier aufgelistet.
| Bezeichnung | Hersteller | Einsatz | Anzahl | Information | Bild |
|---|---|---|---|---|---|
| Simatic ET200SP Open Controller 1515SP PC2 | Siemens | Steuerung der Station | 1 | Weitere Informationen: Hauptartikel der Siemens-SPS |  |
| Ventilinsel CPV-10 | FESTO | Steuerung der Druckluft | 1 | Datenblatt |  |
| Reedkontakt SME-8M-DS-24V-K-2.5-OE | FESTO | Positionslage des Zylinderkolbens | 4 | Datenblatt |  |
| Multipolstecker | CONEC | Kommunikation zwischen SPS und Ventilinsel | 1 | Weitere Information: Stecker wurde selbst montiert, die Leitung, der Stecker, sowie das Gehäuse wurden aus dem HSHL-Bestand genommen. |  |
| Normteile (Schrauben, Muttern, Unterlegscheiben) | - | Befestigung aller Komponenten | - | Weitere Informationen: Alle Befestigungsmaterialien wurden aus dem Bestand der HSHL genommen. |  |
Zugekaufte Artikel
Alle zugekauften Artikel werden hier aufgelistet. In der Liste Baukasten Automatisierung sind die Artikel hinzugefügt und ergänzen den Bestand der HSHL.
| Bezeichnung | Hersteller | Einsatz | Anzahl | Information | Bild |
|---|---|---|---|---|---|
| Univer KL200-32-200M Profilzylinder Hublänge: 200 mm | UNIVER | Ein- und Ausschub der Untersetzer in und aus der Verpackungsstation | 2 | Datenblatt |  |
| Contrinex Lichtwellenleiter LFP-2002-020 621 000 207 | CONTRINEX | Magazinstand ermitteln | 1 | Datenblatt |  |
| Contrinex Lichtwellenleiterverstärker LFK-3060-103 620 000 913 hellschaltend, dunkelschaltend, Trimmer, Umschalter | CONTRINEX | Magazinstand auswerten | 1 | Datenblatt |  |
Elektronik

| Bezeichnung | Art | Art der Spannung | Adresse der SPS | Index auf Multipolstecker | Anschluss am Bauteil | Kabelfarbe |
|---|---|---|---|---|---|---|
| Masse der Ventilinsel | Leitung | analog | - | 24 | - | gelb |
| Zylinder 1 auf | Aktor | digital | 4.0 | - | System-SPS (unbekannte Adresse) | grün |
| Zylinder 1 zu | Aktor | digital | 4.1 | - | System-SPS (unbekannte Adresse) | blau |
| Zylinder 2 auf | Aktor | digital | 4.2 | 2 | hinten | braun / pink |
| Zylinder 2 zu | Aktor | digital | 4.3 | 3 | vorne | grau / pink |
| Zylinder 3 auf | Aktor | digital | 4.4 | 4 | hinten | weiß / pink |
| Zylinder 3 zu | Aktor | digital | 4.5 | 5 | vorne | grau / braun |
| Zylinder 1 ist auf | Sensor | digital | 8.0 | - | System-SPS (unbekannte Adresse) | rot |
| Zylinder 1 ist zu | Sensor | digital | 8.1 | - | System-SPS (unbekannte Adresse) | braun |
| Zylinder 2 ist auf | Sensor | digital | 8.2 | - | vorne | rot |
| Zylinder 2 ist zu | Sensor | digital | 8.3 | - | hinten | blau |
| Zylinder 3 ist auf | Sensor | digital | 8.4 | - | vorne | grün |
| Zylinder 3 ist zu | Sensor | digital | 8.5 | - | hinten | gelb |
| Objektträger ist vorhanden | Sensor | digital | 8.6 | - | System-SPS (unbekannte Adresse) | gelb |
| Papierloop ist nicht vorhanden | Sensor | analog | 9.0 | - | vorne | schwarz |
Pneumatik

Programmierung
Die Programmierung der Station wurde mit dem Programm "TIA Portal" vorgenommen. Die Programmiersprache, die verwendet wurde, heißt FUP. Die Abkürzung bedeutet "Funktionsplan". Allgemein wird FUP aber auch als "Funktionsbausteinsprache" bezeichnet. Die Sprache ermöglicht eine übersichtliche Programmierung mit Logikgattern. Die Funktion der 4. Station wurde in vier Netzwerke aufgeteilt, um die vier Funktionsphasen zu verdeutlichen. Der Objektträger wird angehalten, der Untersetzer in die Station und in den Verpackungsloop geschoben und anschließend aus der Station, in einen Auffangbehälter geschoben. Zuletzt wird der Ablauf resettet, um einen Zyklusneustart zu beginnen.
-
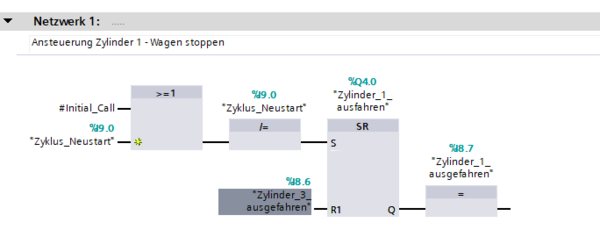
Netzwerk 1: Ansteuerung Zylinder (1) Objektträger stoppt
-
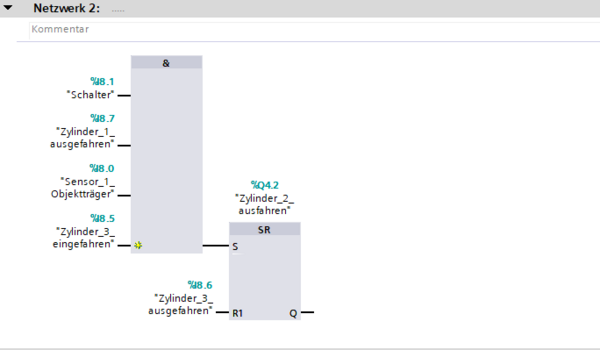
Netzwerk 2: Ansteuerung Zylinder (2) Stationseinschub
-
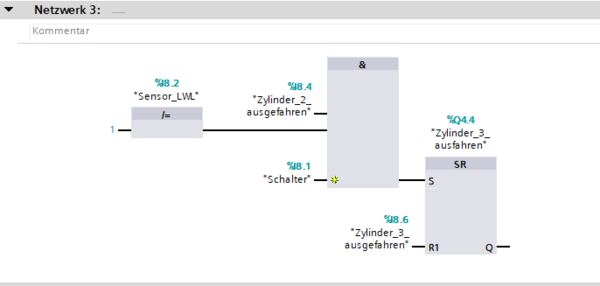
Netzwerk 3: Ansteuerung Zylinder (3) Stationsausschub
-

Netzwerk 4: Zyklusneustart




Komponententest
- Nicht durchgeführt -
Integrationstest
- Nicht durchgeführt -
Systemtest
- Nicht durchgeführt -
Abnahmetest
- Nicht durchgeführt -
Ergänzungsmöglichkeiten
Da die pneumatischen Komponenten erst sehr spät geliefert wurden und daher keine Zeit war, um die Anlage komplett zu testen, sind die Abschlusstests noch durchzuführen.
Dazu gehören :
- Komponententest
- Integrationstest
- Systemtest
- Abnahmetest
Hinzu kommen Vorschläge, wie die Verpackungsstation erweitert werden kann:
- Aufdrucken eines "HSHL-Logos" auf den Papierloop, bevor der verpackte Untersetzer in den Auffangbehälter fällt
- Eine Zusammenfaltbare Verpackung, die mittels Aktoren um den Untersetzer gefaltet wird
- HMI für Benutzeroberfläche
- Einbau eines Notaus-Schalters
- Folienverpackung anstatt Papierloop, die mittels warmer Luft um den Untersetzer schrumpft
- Halterung von Zylinder (2) optimieren und den Platz besser nutzen
- Druck eines neuen Magazins, da das vorhandene Druckfehler aufweist
- Ergänzung von weiteren Leitungen für die SPS
Lernerfolge
Semesterbegleitend wurden viele Kenntnisse gewonnen:
- Frühzeitige Erstellung einer Gesamtansicht in CAD → Sehr hilfreich, weil fehlende Bauteile auffallen
- Funktionen von Netzwerken und IP-Adressen
- Programmnutzung: TIA-Portal mit der Funktionsbausteinsprache, SolidWorks Electrical, SolidWorks CAD
- Modellerstellung mit 3D-Drucker
- Abschätzungen des zeitlichen Aufwandes einzelner Schritte
- Systematisches Vorgehen eines Projektes
- Kommunikation mit den Anderen Gruppen → Weil gemeinsame Schnittstellen vorhanden sind
- Ausführliche Dokumentation anfertigen → Aktuellen Stand abfragen, Problemstellungen darstellen, …
Quellen
- ↑ Mirek Göbel, Marc Ebmeyer, Praktikum Produktionstechnik (2021). Hochschule Hamm-Lippstadt
- ↑ https://www.festo.com/de/de/p/ventilinsel-id_VI10_10/
- ↑ https://www.festo.com/de/de/p/naeherungsschalter-id_SMT_8M/?q=~:festoSortOrderScored
- ↑ https://conec.com/catalog/de/163a11089x.html
- ↑ https://www.conrad.de/de/p/univer-kl200-32-200m-profilzylinder-hublaenge-200-mm-1-st-583691.html
- ↑ https://www.conrad.de/de/p/contrinex-lichtwellenleiter-lfp-2002-020-621-000-207-1-st-155943.html
- ↑ https://www.conrad.de/de/p/contrinex-lichtwellenleiterverstaerker-lfk-3060-103-620-000-913-hellschaltend-dunkelschaltend-trimmer-umschalter-hel-155925.html