SolidWorksCAM: Unterschied zwischen den Versionen
| Zeile 54: | Zeile 54: | ||
Datei:Weitere_features.jpg| Leicht zu übersehen ist der markierte Reiter, der einem weitere wichtige Operationen zur Verfügung stellt wie den NC-Editor oder auch die TechDB (siehe entsprechende Einträge) | Datei:Weitere_features.jpg| Leicht zu übersehen ist der markierte Reiter, der einem weitere wichtige Operationen zur Verfügung stellt wie den NC-Editor oder auch die TechDB (siehe entsprechende Einträge) | ||
Datei:Features_bearbeiten.jpg| Per RM lassen sich auch alle wichtigen Operationen in einem Reiter anzeigen. Geht man hierbei auf "Definition bearbeiten" lassen sich wichtige Parameter einstellen (siehe nächste Abbildung) | Datei:Features_bearbeiten.jpg| Per RM lassen sich auch alle wichtigen Operationen in einem Reiter anzeigen. Geht man hierbei auf "Definition bearbeiten" lassen sich wichtige Parameter einstellen (siehe nächste Abbildung) | ||
Datei:Koord2.jpg| Über den Reiter "Koordinatensystem" lässt sich dieses genauer definieren. "Eckpunkt-Teil" lässt einen das Bezugskoordinatensystem zur Bearbeitung per einfachem Klick auf mögliche Stellen auswählen. Dies ist die einfachste Methode zur Zuweisung und konnte von unserem LinuxCNC sicher erkannt werden, nachdem die Zuweisung über SwCAD 2019 scheiterte | Datei:Koord2.jpg| Über den Reiter "Koordinatensystem" lässt sich dieses genauer definieren. "Eckpunkt-Teil" lässt einen das Bezugskoordinatensystem zur Bearbeitung per einfachem Klick auf mögliche Stellen auswählen. Dies ist die einfachste Methode zur Zuweisung und konnte von unserem LinuxCNC sicher erkannt werden, nachdem die Zuweisung über SwCAD 2019 scheiterte | ||
Datei:Werkzeug.jpg| Sehr wichtig ist die richtige Auswahl des Werkzeugs. Anders als SwCAM 2019 welches eine breite Palette an verschiedenen Werkzeugen aus seiner TechDB anwendet, verfügt unsere Fräse über nur 1 festes Werkzeug. Markiert ist die genutzte Werkzeugliste. Alle dargestellten W. müssen manuell durch unser definiertes Werkzeug ersetzt werden (Bsp.: T09 ->RM->"Werkzeug ersetzen"->Werkzeug auswählen). Die verschiedenen Arten wie Kugel, Schaft, Senkfräser können in Werkzeugsätzen gespeichert werden (hier "PT_Satz_1"). DIESE WERKZEUGSÄTZE SOLLTEN ZUR BEARBEITUNG VON ANFANG AN GENUTZT WERDEN. Auch ist hier das konfigurieren der Werkzeuge dargestellt. Eine Excel-Tabelle mit den im Labor genutzten W. haben wir angelegt. | |||
Datei:Postprozessor.jpg| "Postprozessor" erstellt nach durchlaufen den eigentlichen G-Code, der als .ngc bzw. .txt Datei gespeichert werden kann. Darin sind alle erstellten G-Code Operationen enthalten | |||
</gallery> | </gallery> | ||
Version vom 17. Januar 2020, 00:43 Uhr
Einleitung
Projekt aus dem PT-Praktikum im WS 19/20im Modul GPE 3.
Projektmitglieder:
Betreuer: Prof. Dr. Mirek Göbel
Autor: Ramo Agic
Autor: Jose de Jesus Barranco Cuevas
Motivation und Aufgabenstellung
Im Zuge des Produktionstechnik Praktikums im WS 19/20 sollten verschiedene Kleingruppen sich mit dem Thema CNC beschäftigen (siehe "Fachthemen für die Kleingruppen"). Die Aufgabenstellung unserer Gruppe 1 war die Einarbeitung in SolidworksCAM 2019 samt Erstellung von Anwendungsbeispielen und ausführlicher Schritt für Schritt Anleitung.

Der funktionale- und technische Systementwurf samt allgemeiner schematischer Darstellung von CAD/CAM Systemen
Der grundsätzliche Ablauf der einzelnen Programmschritte wird im folgenden funktionalen- und technischen Systementwurf dargestellt.
-
 Der funktionale Systementwurf
Der funktionale Systementwurf -
 Der technische Systementwurf
Der technische Systementwurf -
 Schematischer Entwurf aller Stationen von der techn. Zeichnung bis zum fertigen CNC Werkstück
Schematischer Entwurf aller Stationen von der techn. Zeichnung bis zum fertigen CNC Werkstück



Der G-Code
Der G-Code stellt den Programmablaufplan für die CNC-Fräse dar und ist zentral für die Güte des Fräsvorgangs. In ihm sind alle Steuer- und Kontrollbefehle zur Erstellung des Werkstücks enthalten. SolidworksCAM 2019 hat von sich aus keinen Treiber zur Erstellung von G-Code für unsere LinuxCNC Plattform. Dieser musste erst von uns auf linuxcnc.org besorgt und in SW eingepflegt werden. Es handelte sich dabei um V2.7.15 welche mit LinuxCNC ab der V2.4 läuft. Da auf unserer Konfiguration LinuxCNC 2.6 installiert war, konnte SW nun den passenden Code erstellen. Im Anhang sind die entsprechenden, frei zugänglichen Treiberpakete angefügt. Es ist auch möglich selber G-Code Sequenzen oder ganze Programme zu schreiben, um so den Ablauf den individuellen Bedürfnissen anzupassen. Aber dazu später mehr.
-
 Beispielsequenz des G-Codes
Beispielsequenz des G-Codes -
 Zusammenfassung der von SWCAM 2019 generierten G-Code Befehle
Zusammenfassung der von SWCAM 2019 generierten G-Code Befehle -
 Beispiel G-Code samt Erläuterungen zum Feature "schruppen"
Beispiel G-Code samt Erläuterungen zum Feature "schruppen"



LinuxCNC: Bindeglied zwischen CAM 2019 und CNC-Fräse
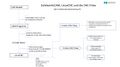
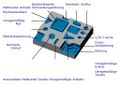
Die LinuxCNC Plattform verarbeitet den von CAM generierten G-Code und wandelt ihn in Steuersignale für die Schrittmotoren und Spindel um (siehe Abbildung). Nach kurzer Einweisung lässt sich die die Software über die abgebildete Oberfläche sicher und einfach bedienen. In der Abbildung sind die 3 Achsen X-Y und Z abgebildet welche sich direkt ansteuern lassen per "+" und "-" Button. Wichtig ist die Funktion der "Referenzfahrt" zum kalibrieren der jeweiligen Achsen und die Funktion "Antasten", welche den Koordinaten einen Nullpunkt zuweist, von dem an die Bearbeitung des Werkstücks beginnen kann. Typischerweise ist dies ein Werkstück Eckpunkt. Es gab zunächst Schwierigkeiten die jeweiligen Koordinatensysteme von Solidworks, CAM und LinuxCNC in Einklang zu bringen die aber gelöst wurden. Darüberhinaus mussten noch weitere Anpassungen vorgenommen werden, so dass der von SW CAM 2019 generierte Code auch wirklich auf der CNC-Fräse lief. Dazu aber mehr unter der Rubrik "Fräsen in 2.5D". Weitere Infos zu LinuxCNC sind in einem [seperatem Artikel in diesem Wiki enthalten.]
-
![Schematische Darstellung der Funktionsweise von LinuxCNC mit unserer CNC-Fräse [2]](/wiki/images/thumb/d/dc/LinuxCNCschematisch.jpg/120px-LinuxCNCschematisch.jpg) Schematische Darstellung der Funktionsweise von LinuxCNC mit unserer CNC-Fräse [2]
Schematische Darstellung der Funktionsweise von LinuxCNC mit unserer CNC-Fräse [2] -
 Screenshot der Benutzeroberfläche (englisch). Befehle und Funktion sind aber identisch im deutschen.
Screenshot der Benutzeroberfläche (englisch). Befehle und Funktion sind aber identisch im deutschen.
![Schematische Darstellung der Funktionsweise von LinuxCNC mit unserer CNC-Fräse [2]](/wiki/index.php/Datei:LinuxCNCschematisch.jpg)

Fräsen in 2.5D
Nachdem nun alle wichtigen Komponenten zum Betrieb rund um SolidworksCAM 2019 eingeführt wurden, kommen wir nun zum Programm selber. Nachfolgend werden in den Screenshots alle Funktionen zum Einstieg in SWCAM erklärt und so zu erfolgreichen ersten Bearbeitungen von Werkstücken mit unserem CNC System. Die Funktionen und Buttons werden hierbei rot umrandet.
-
 Wichtigstes Element ist die Automatische-Feature_Erkennung (AFR). Mögliche CNC Operationen die SwCAM anwenden kann, sind in dieser Abbildung dargestellt (aus der SwCAM 2019 Hilfe)
Wichtigstes Element ist die Automatische-Feature_Erkennung (AFR). Mögliche CNC Operationen die SwCAM anwenden kann, sind in dieser Abbildung dargestellt (aus der SwCAM 2019 Hilfe) -
 Rot umrandet die einzelnen Arbeitsschritte die nötig sind zur Erstellung eines Werkstücks
Rot umrandet die einzelnen Arbeitsschritte die nötig sind zur Erstellung eines Werkstücks -
 Erläuterungen zu den einzelnen Arbeitsschritten
Erläuterungen zu den einzelnen Arbeitsschritten -
 Rot umrandet lassen sich die automatisch erzeugten Features jeweils individuell in 2.5D,3D oder auch die Bohroperationen anpassen
Rot umrandet lassen sich die automatisch erzeugten Features jeweils individuell in 2.5D,3D oder auch die Bohroperationen anpassen -
 Leicht zu übersehen ist der markierte Reiter, der einem weitere wichtige Operationen zur Verfügung stellt wie den NC-Editor oder auch die TechDB (siehe entsprechende Einträge)
Leicht zu übersehen ist der markierte Reiter, der einem weitere wichtige Operationen zur Verfügung stellt wie den NC-Editor oder auch die TechDB (siehe entsprechende Einträge) -
 Per RM lassen sich auch alle wichtigen Operationen in einem Reiter anzeigen. Geht man hierbei auf "Definition bearbeiten" lassen sich wichtige Parameter einstellen (siehe nächste Abbildung)
Per RM lassen sich auch alle wichtigen Operationen in einem Reiter anzeigen. Geht man hierbei auf "Definition bearbeiten" lassen sich wichtige Parameter einstellen (siehe nächste Abbildung) -
 Über den Reiter "Koordinatensystem" lässt sich dieses genauer definieren. "Eckpunkt-Teil" lässt einen das Bezugskoordinatensystem zur Bearbeitung per einfachem Klick auf mögliche Stellen auswählen. Dies ist die einfachste Methode zur Zuweisung und konnte von unserem LinuxCNC sicher erkannt werden, nachdem die Zuweisung über SwCAD 2019 scheiterte
Über den Reiter "Koordinatensystem" lässt sich dieses genauer definieren. "Eckpunkt-Teil" lässt einen das Bezugskoordinatensystem zur Bearbeitung per einfachem Klick auf mögliche Stellen auswählen. Dies ist die einfachste Methode zur Zuweisung und konnte von unserem LinuxCNC sicher erkannt werden, nachdem die Zuweisung über SwCAD 2019 scheiterte -
 Sehr wichtig ist die richtige Auswahl des Werkzeugs. Anders als SwCAM 2019 welches eine breite Palette an verschiedenen Werkzeugen aus seiner TechDB anwendet, verfügt unsere Fräse über nur 1 festes Werkzeug. Markiert ist die genutzte Werkzeugliste. Alle dargestellten W. müssen manuell durch unser definiertes Werkzeug ersetzt werden (Bsp.: T09 ->RM->"Werkzeug ersetzen"->Werkzeug auswählen). Die verschiedenen Arten wie Kugel, Schaft, Senkfräser können in Werkzeugsätzen gespeichert werden (hier "PT_Satz_1"). DIESE WERKZEUGSÄTZE SOLLTEN ZUR BEARBEITUNG VON ANFANG AN GENUTZT WERDEN. Auch ist hier das konfigurieren der Werkzeuge dargestellt. Eine Excel-Tabelle mit den im Labor genutzten W. haben wir angelegt.
Sehr wichtig ist die richtige Auswahl des Werkzeugs. Anders als SwCAM 2019 welches eine breite Palette an verschiedenen Werkzeugen aus seiner TechDB anwendet, verfügt unsere Fräse über nur 1 festes Werkzeug. Markiert ist die genutzte Werkzeugliste. Alle dargestellten W. müssen manuell durch unser definiertes Werkzeug ersetzt werden (Bsp.: T09 ->RM->"Werkzeug ersetzen"->Werkzeug auswählen). Die verschiedenen Arten wie Kugel, Schaft, Senkfräser können in Werkzeugsätzen gespeichert werden (hier "PT_Satz_1"). DIESE WERKZEUGSÄTZE SOLLTEN ZUR BEARBEITUNG VON ANFANG AN GENUTZT WERDEN. Auch ist hier das konfigurieren der Werkzeuge dargestellt. Eine Excel-Tabelle mit den im Labor genutzten W. haben wir angelegt. -
 "Postprozessor" erstellt nach durchlaufen den eigentlichen G-Code, der als .ngc bzw. .txt Datei gespeichert werden kann. Darin sind alle erstellten G-Code Operationen enthalten
"Postprozessor" erstellt nach durchlaufen den eigentlichen G-Code, der als .ngc bzw. .txt Datei gespeichert werden kann. Darin sind alle erstellten G-Code Operationen enthalten









Quellenverzeichnis
- ↑ Eigener Screenshot
- ↑ http://linuxcnc.org/ open access